

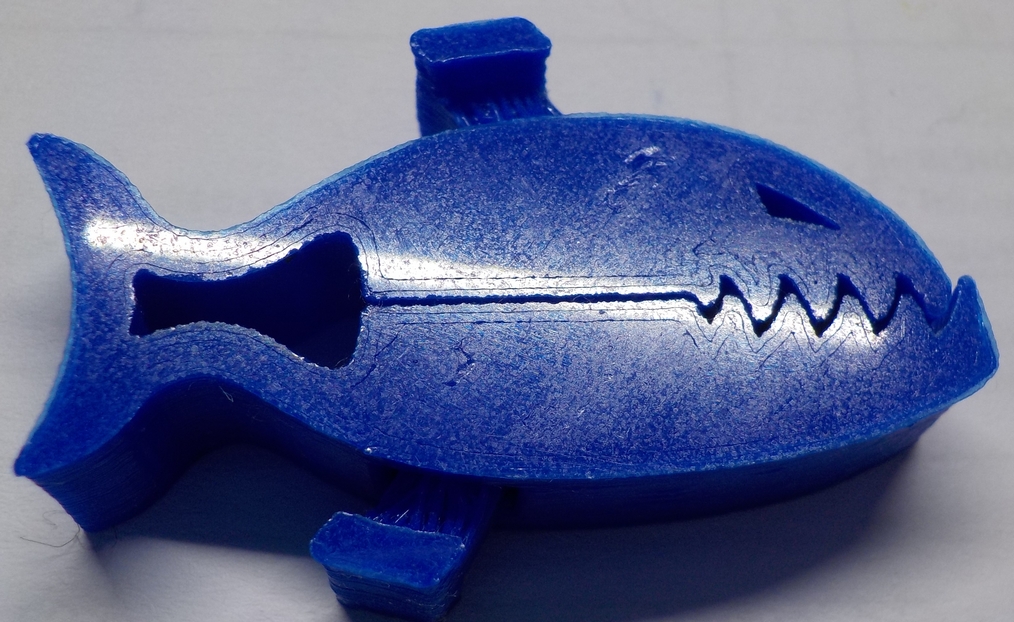
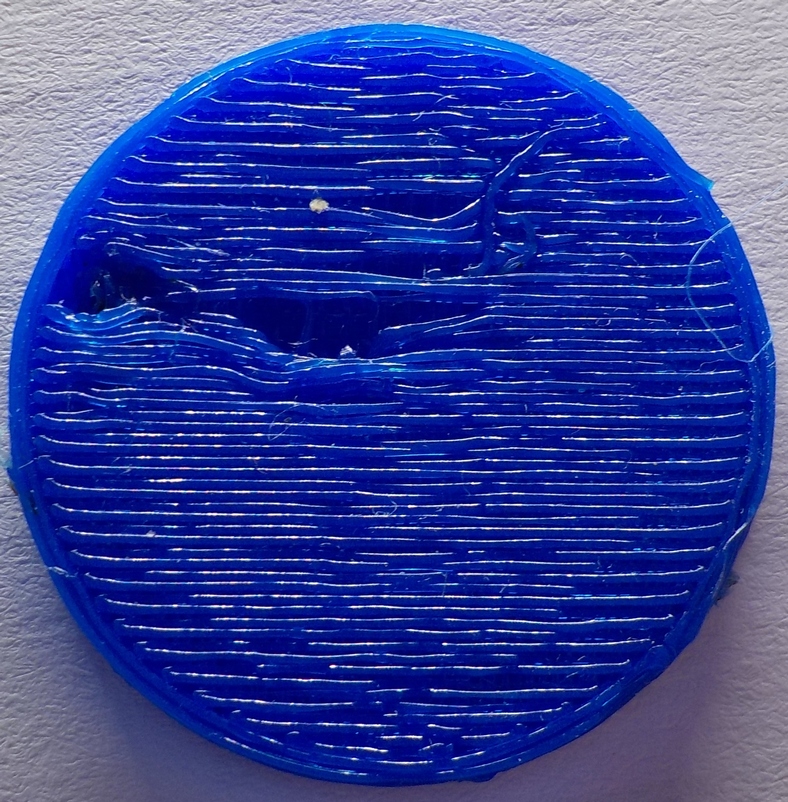
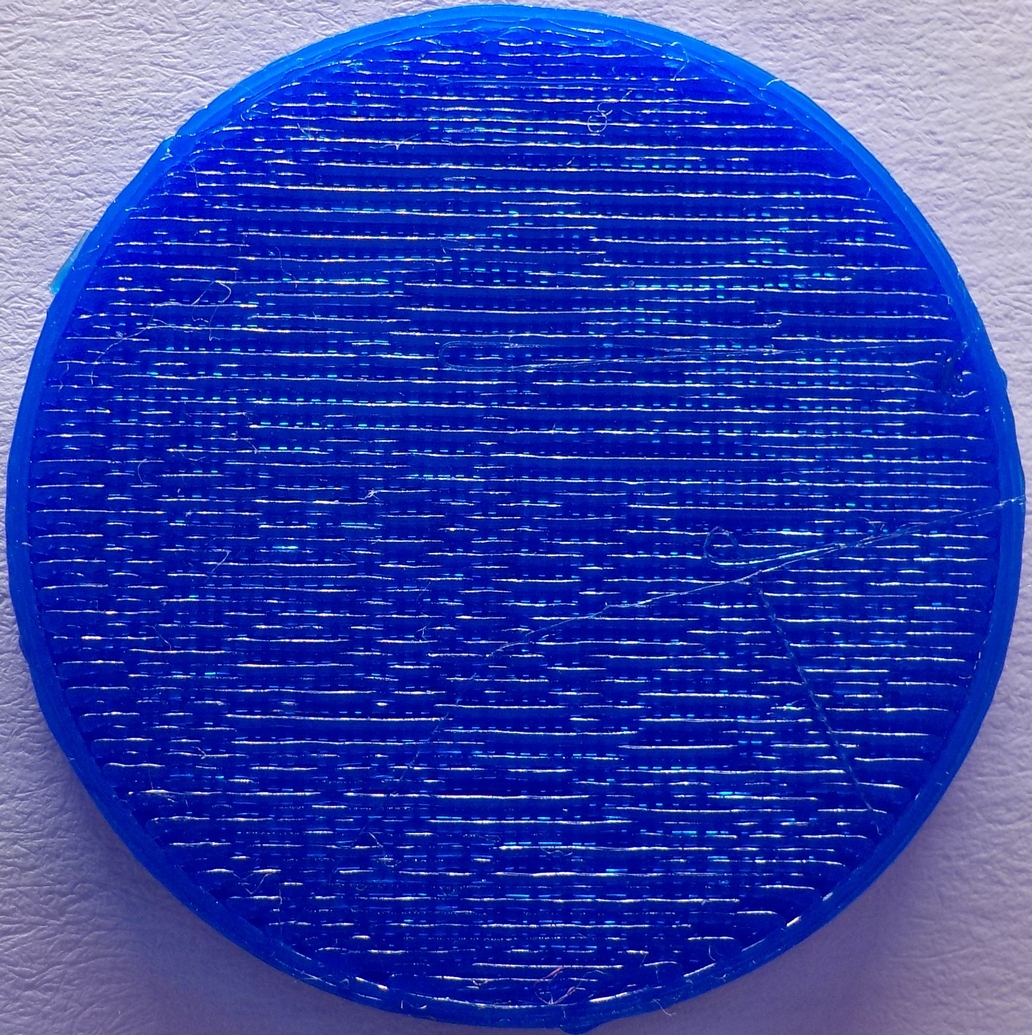
При печати на "Дельте", я обратил внимание, что первый слой у меня получается какой-то не такой. Линии не свариваются друг с другом. Возьмём, к примеру, вот эту рыбку (здесь и далее - освещение специально сделано боковое, чтобы было лучше видно линии)

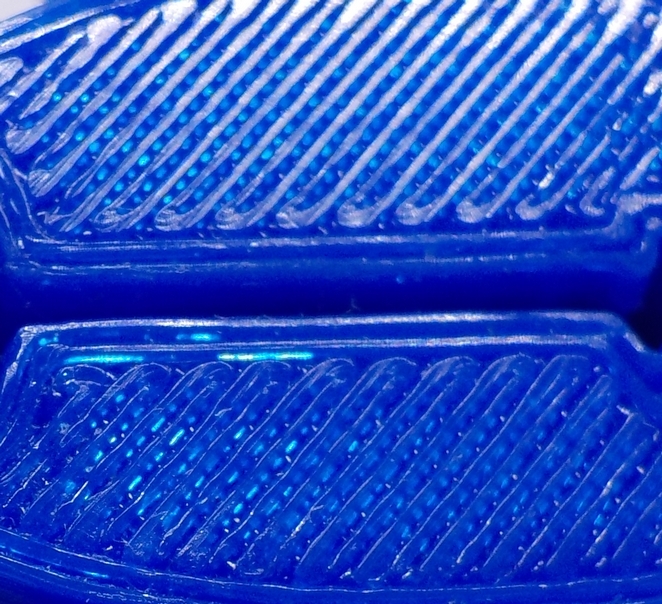
Вот линии более крупным планом. Пропуски между ними видны чётко.
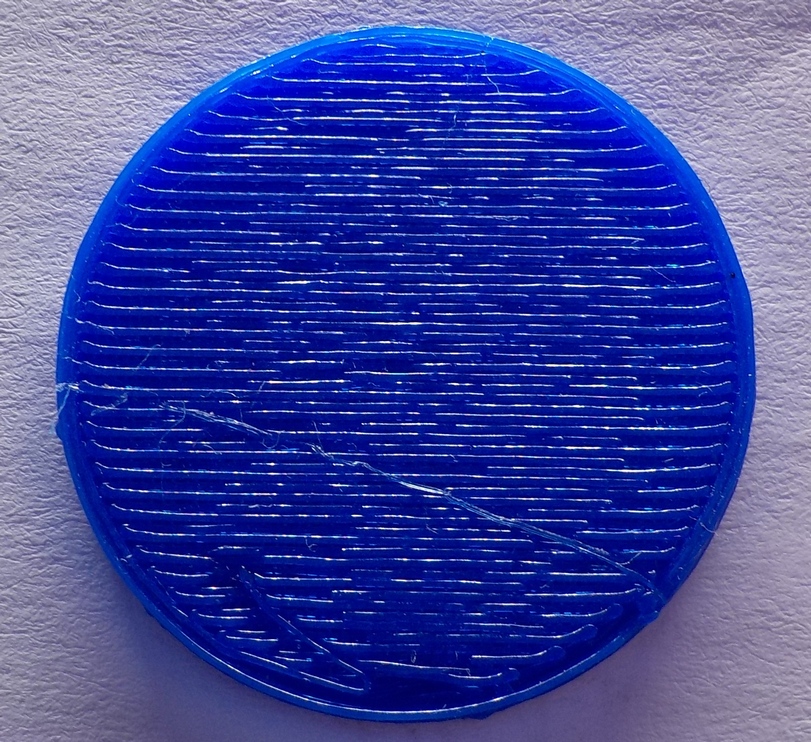
Рыбка взята не просто так. Дело в том, что у меня есть точно такая же, напечатанная с этой же катушки пластика, но на MZ3D. Вот какой у неё красивый первый слой

А при таком освещении - видно, что она даже блестит
Рыбка печатается долго, поэтому я сделал фишку, на вывод которой нужно 4 минуты. Низ получился тоже не ахти
А вот верх - как и у рыбы, замечательный. Полоска к полоске

Виноват зазор по Z? Я пытался его уменьшать. Плохо давится пластик. Короче, как-то не очень принимает стекло этот пластик. Что делать? Смотрим настройки слайсера, которые можно изменять именно для первого слоя
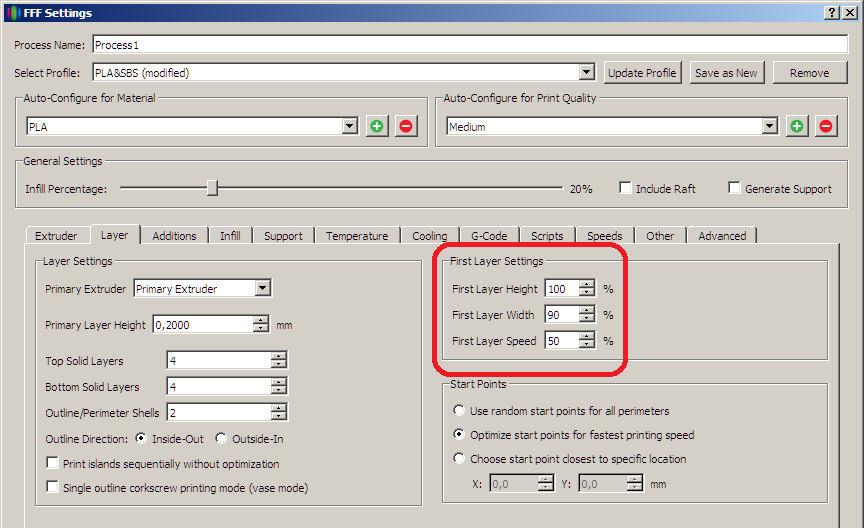
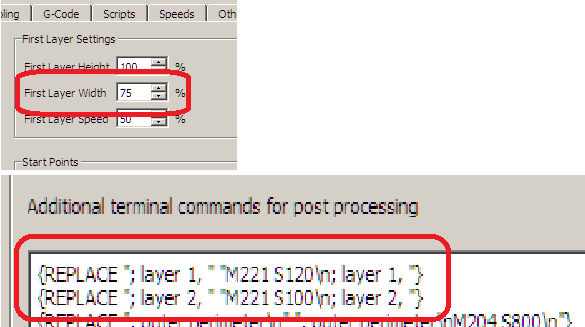
First Layer Height - это как раз аналог Z-зазора. Им я уже играл, правда, на вкладке G-Code. First Layer Width. Этот параметр - более интересен. Это ширина линии. Сначала я попробовал эту ширину увеличивать. Не сильно-то помогло. Дело в том, что экструзия-то растёт, но и расстояния между линиями - тоже растут.
Тут я вспомнил, что главное отличие MZ3D от Дельты в том, что у MZ3D штатное сопло имеет диаметр 0.3 мм, а у Дельты - 0.4 мм. Давайте уменьшим ширину линии! Фото вставлять не буду, от фото у всех и так уже рябит в глазах наверняка. Скажу только, что на 80% линии стали аккуратней. А на 75% экструзия стала так мала, что полезли проплешины

а на 70% получилось так плохо, что даже печатать я не стал, ибо первый слой прилипал к стеклу только островами, а Z-зазор не решал проблему, ведь экструзия была совсем недостаточная.
В целом, можно повысить коэффициент экструзии хоть в свойствах слайсера, хоть командой принтера, но беда в том, что оба варианта работают глобально, а сделать-то это нужно лишь для первого слоя. А для остальных - надо вернуть! А соответствующих настроек в Simplify3D - нет. Можно воспользоваться заданиями для разной высоты, но уж больно много мучений. Как быть? И тут я вспомнил про скрипты.
Дело в том, что уже давненько по комментариям на форуме ходит одна интересная мысль. На самом деле, ей надо не ходить по комментариям, а быть в основной теме, но кто это придумал - не считает нужным сделать статью, а мне это в виде основной темы выносить не совсем прилично - это же не моя находка. Но для понимания дальнейшей теории - это важно, так что рассмотрим это подробнее, отдельно указав, что я это просто нашёл на просторах форумов.
Я уже отмечал в блоге, что НЧ-звон, как минимум, на "обычных" принтерах, зависит от ускорений. Чем выше ускорение, тем сильнее трясёт головку на поворотах, и тем больше получается волна "звона". Поэтому ради качества, ускорения надо "зажать". На MZ3D я "зажимал" их в районе 1000 мм/с2, у текущей Дельты производитель сам "зажал" в районе 800 мм/с2. Но чем ниже ускорения, тем выше время печати. Иногда оно доходит до двухкратного превышения над рассчитанным слайсером. В целом, разница во времени зависит от характера изделия, я об этом тоже много рассуждал.
И вот, кто-то очень верно рассудил, что на самом деле, "зажать" надо только ускорение внешних периметров. Остальное - да пусть оно "звенит" на здоровье. Но как достичь динамического изменения ускорений? Тут нам на помощь приходит тот факт, что слайсер вставляет в G-код массу комментариев. Например:
G92 E0
G1 E-4.0000 F1800
; inner perimeter
G1 X0.000 Y-14.460 F7200
G1 E0.0000 F1800
G92 E0
G1 X0.405 Y-14.454 E0.0121 F2700
Перед печатью каждого класса линий, вставляется подобный комментарий. С другой стороны, вот здесь
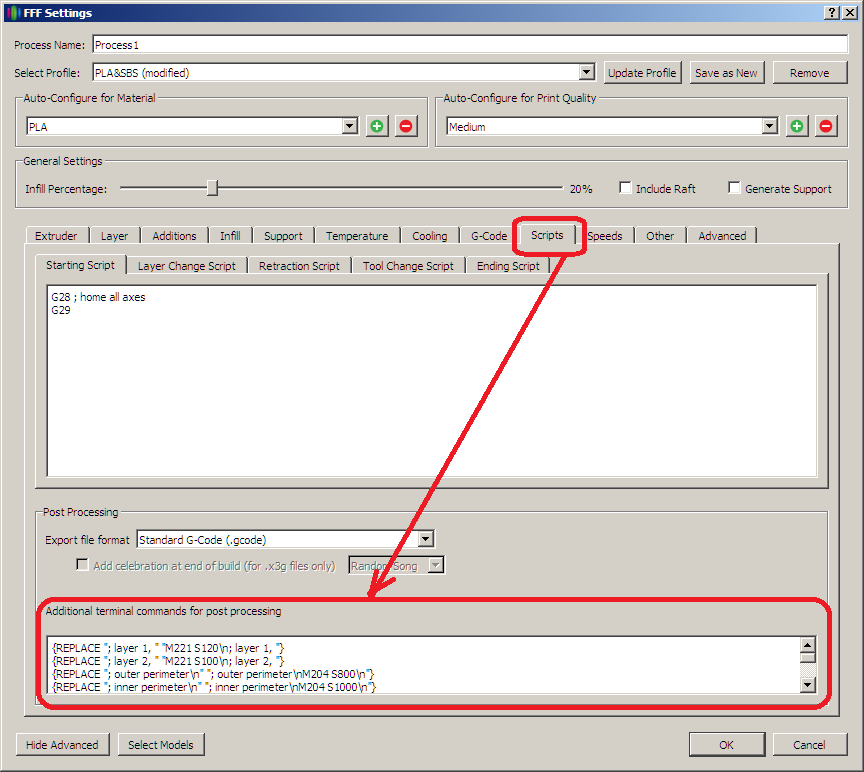
можно вставить скрипт, обрабатывающий файл G-кода после того, как он был сформирован
Команда изменения ускорения - M204 S<значение>. Таке полезно знать, что символом обозначается перевод строки. Для моей Дельты, у которой ускорения "зажаты" в районе 800 мм/с2, я сделал такой скрипт:
{REPLACE "; outer perimeter" "; outer perimeterM204 S800"}
{REPLACE "; inner perimeter" "; inner perimeterM204 S1000"}
{REPLACE "; infill" "; infillM204 S1500"}
{REPLACE "; bridge" "; bridgeM204 S800"}
{REPLACE "; solid layer" "; solid layerM204 S1000"}
Результат следующий: Рассчётное время печати пары ждунов - 2 часа 05 минут. Реальное время печати пары ждунов на статическом ускорении 800 мм/с2 - 3 часа 07 минут. Время печати с применением данного скрипта - 2 часа 35 минут. То есть, прирост есть. А качество видимых частей - то же. Заполнение - тоже симпатичное. То есть, смысл имеется. Для MZ3D я ускорения поставил ещё больше, там выигрыш - ещё выше (но грохот стоит - сильный, стол сильно дёргает, так что может, уменьшу хотя бы по оси Y через команду M201).
Ну вот. Мы легко и непринуждённо выяснили, что скрипты - это мощный инструмент, а G-код просто изобилует комментариями. Есть там и комментарий следующего вида:
G1 E-4.0000 F1800
G1 Z-0.050 F1002
; process Process1
; layer 1, Z = 0.200
T0
; tool H0.200 W0.360
; skirt
G1 X-0.207 Y-21.637 F7200
G1 E0.0000 F540
G92 E0
G1 X-0.169 Y-21.638 E0.0011 F3600
G1 X-0.019 Y-21.640 E0.0056
G1 X0.019 Y-21.640 E0.0067
Посему вот такая вставка в скрипт
{REPLACE "; layer 1, " "M221 S110; layer 1, "}
{REPLACE "; layer 2, " "M221 S100; layer 2, "}
на первом слое включит 100-процентный поток, а на втором - 100-процентный (и дальше эта величина будет сохраняться)
Пробуем - получается лучше, но не идеально. Увеличиваем поток до 120% - головка начинает наматывать "козявку", она - тащит слой за собой, и получается вот такой брак:
А что, если скрестить ежа и ужа? Сделаем линии поуже, но втопим поток - побольше!
Получаем вот такой результат
Эта картинка мне хорошо знакома по MZ3D. Надо уменьшать Z-зазор. Уменьшаем - получаем вот такой результат:
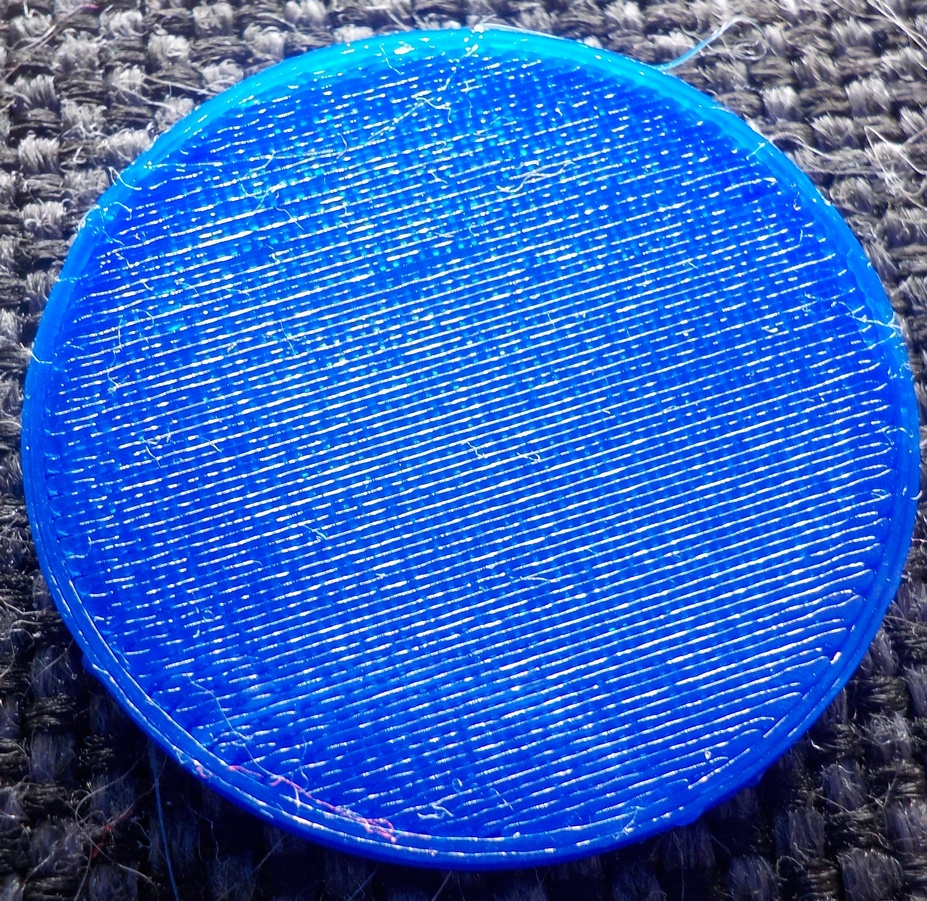
Честно говоря, это - не блеск, но уже намного симпатичнее того, с чего мы начинали, так как линии выглядят поаккуратней за счёт меньшего размера. Плавно уменьшая Z-зазор и наращивая поток (в данном случае, уже до 130%), получаем:

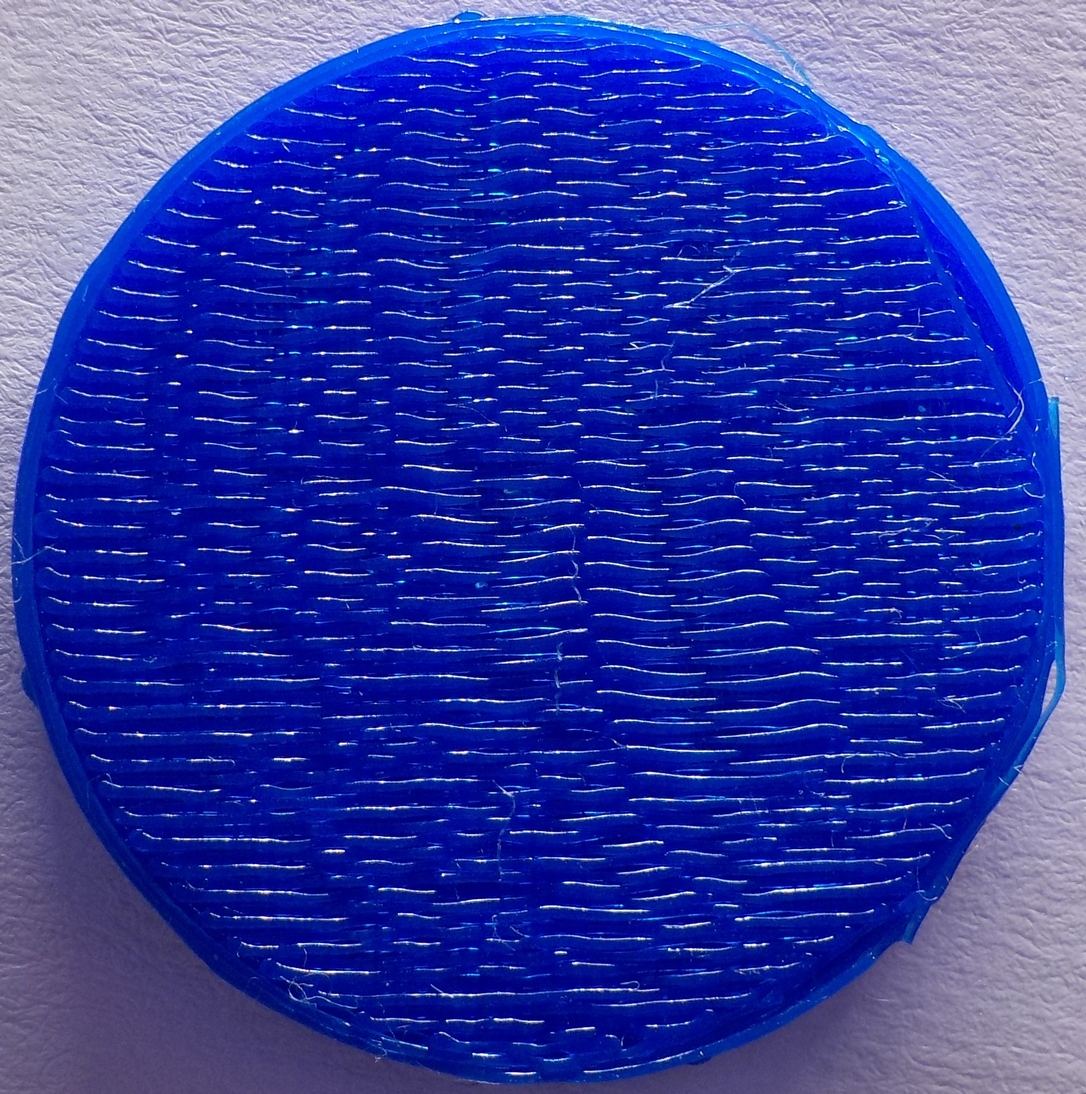
На самом деле, издалека это уже смотрится достаточно ровно. Но нет блеска. И тут меня начинают терзать смутные сомнения... Рыбку-то я печатал на лаке Нелли, который является страшным дефицитом. Сейчас я печатаю на лаке Intesa, который достать можно только через заказ, но можно. Брызгаем Нелли, с теми же параметрами, получаем:
Чуть иной свет:
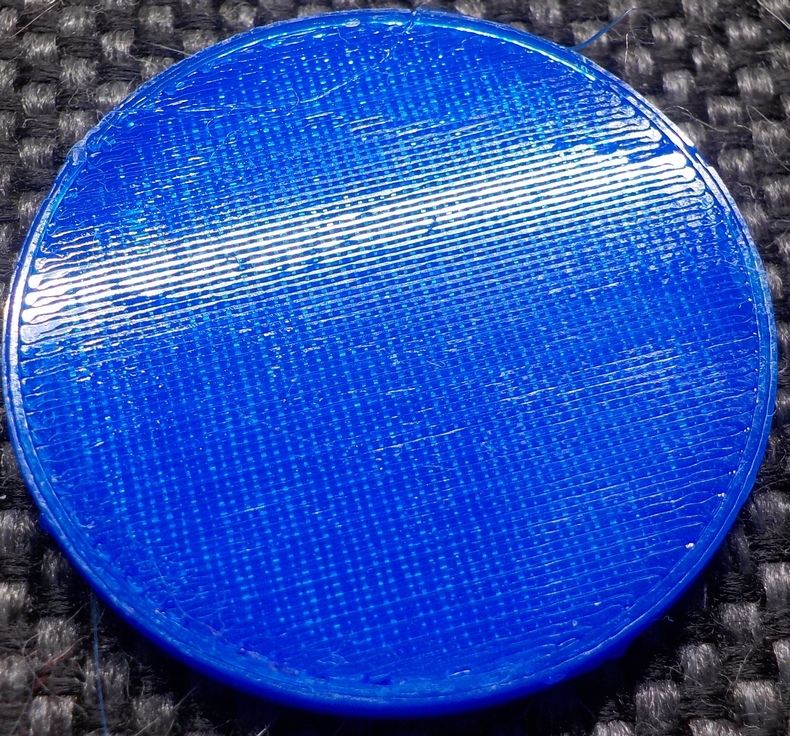
В общем, параметры параметрами, а химия тоже важна. Тем не менее, для визуальной красоты, этого достаточно. Будет желание - доведу до монолита, продолжая играть параметрами. Но это - когда будет желание. Пока же - хоть на Интезе, хоть на Нелли, а первый слой невооружённым взглядом стал смотреться очень даже ничего. Цель достигнута. Напомню, что сначала была уменьшена ширина линий слайсера, а затем - увеличен поток, причём увелиение сделано через скрипт.
Заключение
Скриптовый механизм постобработки G-Code, имеющийся в слайсере Simplify3D - очень мощный инструмент. Показано, как можно реализовать динамическое управление ускорениями (повышает быстродействие), а также как можно автоматически дорабатывать параметры выбранного слоя (в частности - первого и всех, начиная со второго).
Также выявлено, что хоть доступный к закупке лак Intesa и является отличным адгезивом, он не даёт того блеска, какой даёт лак Нелли (который, правда, в России практически не купить).

 в совершенно новом дизайне!")


комментарии