

3D-печать на данный момент является самым настоящим искусством и я бы хотел поговорить о деформации моделей и о том, как свести к минимуму нежелательный эффект усадки материала, особенно в процессе длительной печати. Речь пойдет об ABS и PLA-пластики, так как на данный момент это самые используемые материалы. Я поделюсь несколькими тактиками, которые нахожу эффективными, хотя стопроцентного решения проблемы статья содержать не будет, тут Вы найдете советы и теорию, необходимую для улучшения результатов печати.
ПОДОГРЕВ ПЛАТФОРМЫ
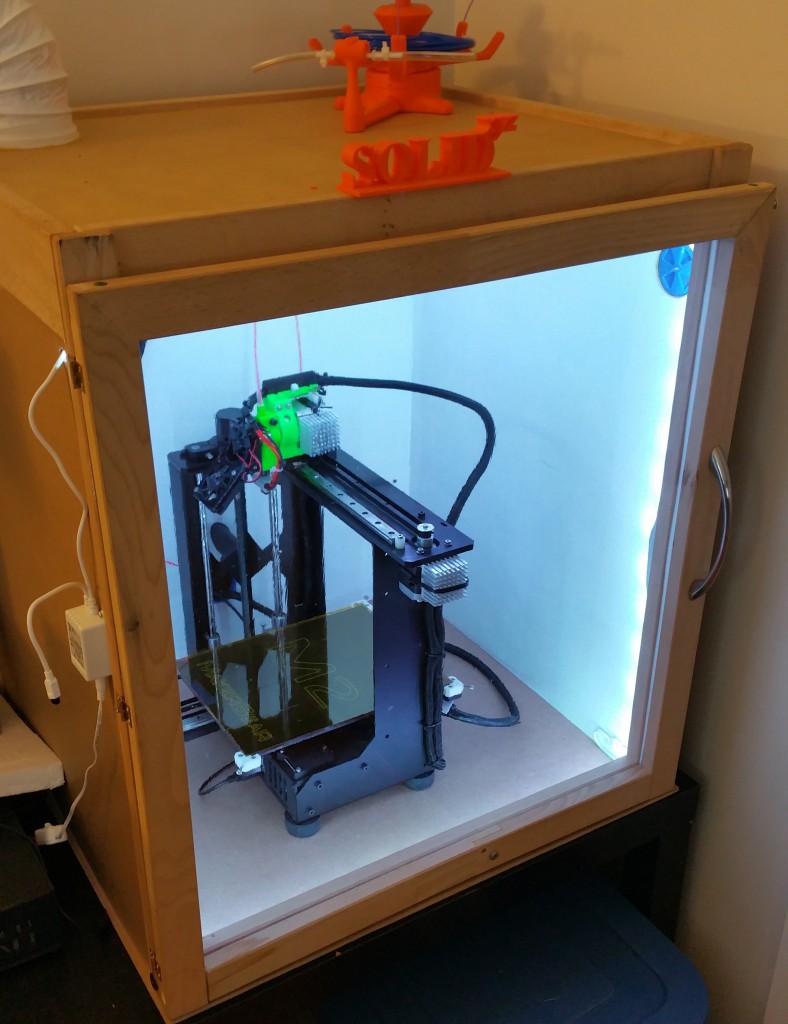
Наверно 3D-печать можно сравнить с кулинарией. Такие факторы, как влажность, температура, давление и т.д. играют некоторую роль. Хотя, конечно, можно не заморачиваться и пустить работу на самотек. Но я могу сказать точно, что результат печати значительно улучшился, когда я обеспечил изоляцию рабочего места, чтобы сохранить тепло и снизить колебания потоков воздуха. Сверху я изолировал все пузырчатой пленкой, добавил вытяжной вентилятор, чтобы обеспечить выход дыму. Дополнительная изоляция тепла позволила печатать лучше, с меньшими колебаниями температуры.
СЛОИ
Слои также имеют большое значение, они помогают деталям держаться и сводят к минимуму усадку. Обратите внимание, если слои слишком хорошо слипаются, фигурка может расколоться, такое произошло и со мной.

ЗАПОЛНЕНИЕ
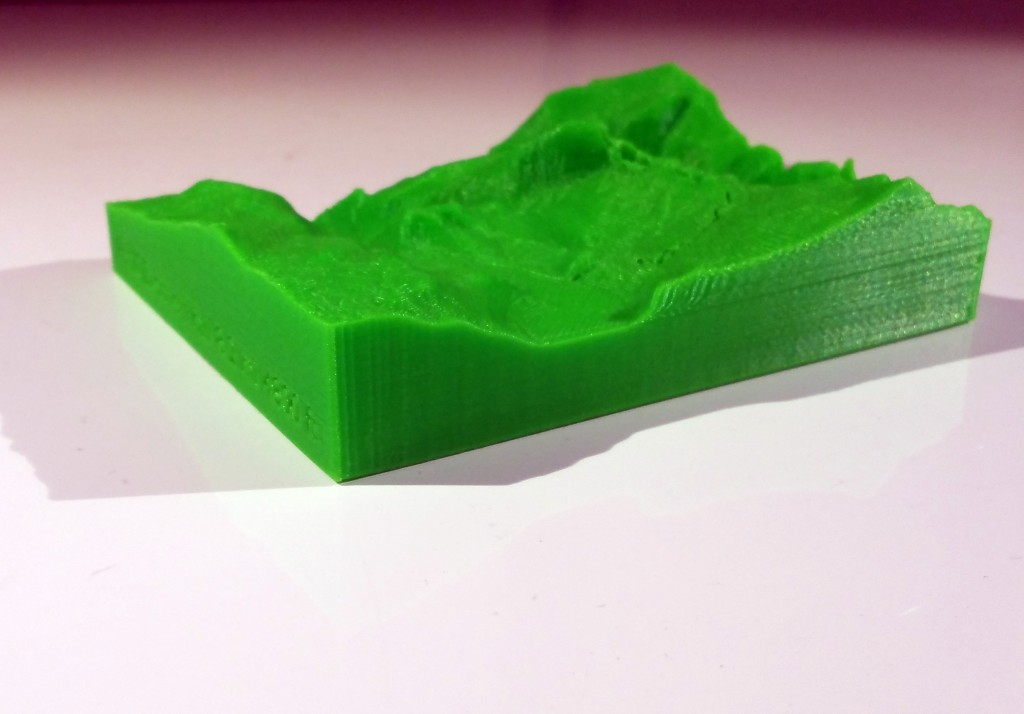
Для длительной и масштабной работы, на мой взгляд оптимальным является 20-25% заполнения, так как это помогает потратить меньше пластика и снизить усадку материала, но этого вполне достаточно, чтобы выполнить структуру и форму без искажений. Если это возможно, можно попробовать печатать без нижних слоев и посмотреть, что получится, по идее это должно уменьшить скручивание слоев. Конечно, все это субъективно, но с масштабными моделями, такими как карты или что-то, что занимает большую площадь на рабочей поверхности, это работает хорошо.
Как я уже говорил, все это скорее искусство, так что существует множество способов улучшить результаты.

 в совершенно новом дизайне!")


комментарии