

Когда речь заходит о приобретении 3D-принтера, важно обратить внимание на то, с какими материалами он может работать: с ABS, с PLA или и с тем, и с другим. Ниже мы расскажем о разнице между ABS и PLA.
Немного общей информации
Существует много материалов, которые исследовались на предмет применимости в 3D-печати, и на сегодняшний день доминирующую роль в этой нише занимают два пластика – ABS и PLA. И ABS, и PLA – термопластики, т.е. они становятся мягкими и пластичными при нагревании, а при охлаждении затвердевают. Этот процесс может быть повторен многократно. Подверженность плавлению и обработке – именно то свойство, которое вывело термопластики в лидеры в повседневном использовании и привело к тому, что большинство видов пластика, с которыми мы сталкиваемся в быту, – термопластики.
Хотя существует немало различных термопластиков, лишь немногие из них используются для 3D-печати. Материалы, проверяющиеся на пригодность в этой области, должны пройти несколько тестов: первоначальное экструдирование в нити, вторичное экструдирование и привязка к контуру в процессе 3D-печати и, наконец, оценка полученного результата.
Чтобы пройти все три теста, материал должен, во-первых, должным образом укладываться в филамент – катушку пластиковых нитей или прутков для 3D-принтеров; во-вторых, хорошо обрабатываться в процессе 3D-печати, чтобы получались приятные визуально и точные физически элементы; в-третьих, свойства материала должны соответствовать печатаемому объекту по прочности, долговечности, гладкости и прочее. Нередко тот или иной материал настолько хорошо проходит один из тестов, что имеет смысл побороться с ним на других этапах. Таков, например, не слишком известный материал для печати – поликарбонат. В некоторых случаях оказываются важными прочность и термостойкость, и тогда приходится прилагать дополнительные усилия для достижения точности и хорошего совмещения элементов.
Первый тест, формирование из пластика высококачественных нитей в том виде, в котором они потом будут использоваться, – очень точный и тщательно отслеживаемый процесс. В ходе него решается множество хитрых инженерных задач, в результате чего из кучки гранул получаются требуемого размера и одинаковой плотности круглые прутки, без пузырей внутри. Здесь проявляется небольшое различие между ABS и PLA. Большинство термопластиков этот тест проходят, и вопрос только во времени и затратах, которые требуются для того, чтобы получить такую нить, которая будет должным образом вести себя на следующем этапе, во время 3D-печати.
Различие материалов на этом этапе помогает понять, почему отдается предпочтение тому или иному пластику.
Хранение
Применение и ABS, и PLA дает наилучшие результаты, если во избежание проникновения влаги из воздуха при хранении и перед использованием материалы изолированы от атмосферы. Это не значит, что пластик разрушается, если неделю лежит на полке в магазине, однако длительное хранение во влажной среде может нежелательно сказаться как на процессе печати, так и на конечной продукции. ABS и PLA лучшего всего хранить в вакуумной или плотно закрытой упаковке для избегания повышенной влажности материалов.
ABS-пластик. Влажный ABS при печати может начать пузыриться и брызгаться, что скажется на внешнем виде, точности и прочности получаемого объекта, а также создаст возникает риск засорения сопла расслаивающимся пластиком. ABS легко просушивается теплым (желательно сухим) воздухом, например, в обычной сушилке для продуктов.
PLA-пластик. PLA реагирует на влагу несколько иначе. Помимо пузырей и забивания сопла, поскольку PLA при высоких температурах вступает в химическую реакцию с водой и подвергается деполимеризации, может наблюдаться обесцвечивание и ухудшение качества печатаемых деталей. Хотя PLA тоже легко просушить в обычной сушилке, следует отметить, что при этом у пластика может измениться степень кристаллизации, в результате чего изменится температура и другие характеристики экструдирования. Для многих 3D-принтеров это составляет серьезную проблему.
Запах
ABS. При печати ABS нередко чувствуется сильный запах горячего пластика. Одни на него жалуются, другие не замечают или не считают слишком неприятным. Чтобы уменьшить запах, в небольших помещениях следует обеспечить надлежащую вентиляцию, а также убедиться, что ABS обладает достаточной чистотой, свободен от примесей и нагревается до требуемой температуры в правильном экструдере.
PLA. Биопластик PLA — полилактид, или другими словами, полимер молочной кислоты. Производится путем синтеза на основе растительного сырья, содержащего крахмал (или сахар), например кукурузы, сахарного тросника, зерновых культур. При нагревании издает запах сладковатого кулинарного масла. Это, конечно, не запах бабушкиных пирожков, но многие считают его гораздо приятнее запаха нагретого пластика.
Точность
И с помощью ABS, и с помощью PLA можно создавать точные пространственные элементы. Есть, тем не менее, определенные нюансы, которые следует иметь в виду в отношении двух рассматриваемых видов пластика.
ABS. При использовании ABS единственной существенной проблемой является заворачивание пластика при контакте с поверхностью печати. Эту проблему легко устранить, если подогревать саму поверхность печати, которая при этом должна быть гладкой, плоской и чистой. Кроме того, некоторые прибегают к дополнительным хитростям, например, наносят на поверхность смесь ABS и ацетона или сбрызгивают ее лаком для волос.
У требующих высокой точности деталей с острыми краями, такими как шестеренки, часто наблюдается небольшое скругление углов. Ситуацию можно исправить, если установить у сопла небольшой вентилятор, который будет нагнетать холодный воздух. При этом, однако, возникает риск чрезмерного охлаждения пластика, в результате чего ухудшится сцепление между слоями и деталь получится непрочной.
PLA. По сравнению с ABS, слои PLA скручиваются гораздо меньше. Это дает возможность печати без подогрева стола и использовать в качестве нее любимый многими синий скотч 3М. Полный отказ от подогретой подложки все же может привести к небольшому скручиванию крупных слоев – хотя и не всегда.
При нагревании PLA подвергается более значительным фазовым изменениям и становится более текучим. При активном охлаждении при печати можно добиться более заостренных элементов и углов – без риска получить хрупкий объект. Повышенная текучесть обеспечивает также лучшее сцепление между слоями, и результат получается более прочным.
Нагрев стола нужен для обеспечения фазового состояния контакта пластика со столом — он должен быть в состоянии упроугой деформируемости — для ABS это диапазон 105-230 градусов. При температуре ниже он кристализуется и отслоится, а выше — перейдет в состояние вязкой текучести и тоже отслоится. Но обычно стол нагревают всего до 70 градусов. Подогрев стола обеспечивает задачу поддержания всего объема изделия при температуре упругой деформируемости с минимальным гредиентом по слоям. Но если изделие достаточно большое — более 5 см, обеспечить это условие в полной мере можно только в закрытой камере печати, что практически никогда не соблюдается в RepRap.
Основные свойства ABS и PLA
Помимо того, что объекты должны быть точно изготовлены, они должны выполнять необходимые функции.
ABS. ABS может принимать много разных полимерных форм, ему можно придать множество самых разных свойств. В целом, это прочный и несколько более податливый по сравнению с PLA пластик. Натуральный ABS имеет до окраски бежеватый (молочный) оттенок. Пластичность ABS позволяет легко создавать элементы различных соединений и крепежа. Он легко шлифуется и обрабатывается. Важно отметить, что ABS растворяется в ацетоне, что позволяет склеивать детали и добиваться очень гладкой поверхности. По сравнению с PLA, ABS гораздо легче подвергается вторичному использованию.
Прочность, пластичность и термостойкость делают из него материал, которому часто отдается предпочтение в инженерных и механических приложениях.
PLA. Этот пластик создается из самых разнообразных продуктов сельского хозяйства – кукурузы, картофеля, сахарной свеклы и т.п. – и считается более экологичным, чем ABS, в основе которого лежит нефть. Изначально он применялся для изготовления продуктовых упаковок и легко утилизируется в промышленных компостных установках. В компостной куче на вашем заднем дворе он разлагаться не будет. В своем естественном виде он прозрачен и поддается окраске, в результате чего можно добиться также разной степени прозрачности. PLA такой же прочный, но более жесткий, чем ABS, поэтому его сложнее использовать для соединений различных элементов. Распечатанные объекты, как правило, более гладкие и блестящие. PLA немного труднее шлифовать и обрабатывать, чем ABS. Более низкая температура плавления делает PLA непригодным для ряда ситуаций – например, за день в нагретом салоне автомобиля детали из него могут деформироваться и «потечь».
В заключение
Суммируя и упрощая тысячи факторов, в силу которых один пластик следует предпочесть другому, подведем краткий итог.
ABS часто предпочитают применять в инженерных и профессиональных приложениях по причине его прочности, пластичности, легкости в обработке и высокой термостойкости. Нагретый ABS, как и любой пластик на основе нефтепродуктов, обладает неприятным для многих запахом. Необходимость наличия подогретой подложки делает его почти неприменимым для удовлетворительного качества печати на некоторых принтерах.
PLA. Широкая гамма доступных цветов, степеней прозрачности, а также получающаяся глянцевая поверхность делает этот пластик привлекательным для изготовления арт-объектов и хозяйственной утвари. Многие имеют в виду растительное происхождение этого пластика и предпочитают его полусладкий запах запаху ABS. При правильном режиме охлаждения максимальная скорость печати PLA выше, слои тоньше, углы острее. Если добавить к этому прочность получаемых деталей, то становится понятна популярность PLA среди любителей и в школах.
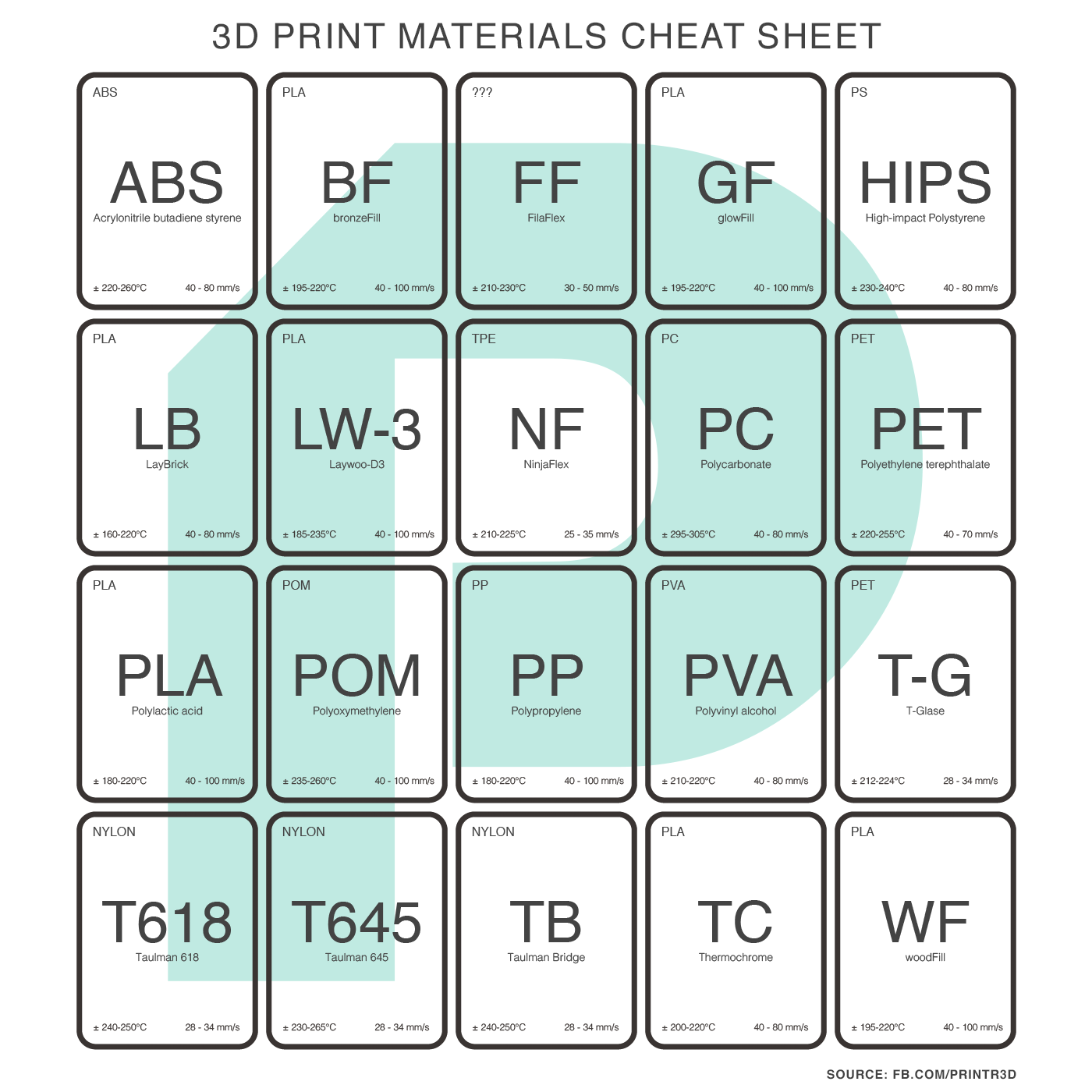
Виды пластика для 3D-принтера, температура печати и плавления
ТРАДИЦИОННЫЕ МАТЕРИАЛЫ
|
| ||||||||||||||||||||||||||||||
РАСТВОРИМЫЕ МАТЕРИАЛЫ
|
| ||||||||||||||||||||||||||||||
ЭКЗОТИЧНЫЕ МАТЕРИАЛЫ
|
| ||||||||||||||||||||||||||||||
| ||||||||||||||||
ДРУГИЕ МАТЕРИАЛЫ
|
| ||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
Источник: rusabs.ru

 в совершенно новом дизайне!")


комментарии